TECHNOLOGY:
Design Potential and Practicality
Recently, products such as information technology, electronic and medical device have been downsizing while increasing in complexity and tolerances. In response to this trend Castem started developing MIM methods and technology in 1991. We now manufacture many components which can only be manufactured utilizing MIM. We also have committed to the most technologically advanced quality control and production equipment to ensure we can provide the most economical and quality MIM products to our clients.
Designs
Weight Saving
MIM is unsuitable to make thick-wall parts, however, cost reduction and quality improvement is expected by shape optimization.
Corners
Sharp corners and edges can be formed by MIM.
Draft Angles
Draft angles are not essential for MIM. However in some cases, draft angles can reduce the production cost.
Potential and Practicality
Sizing
Hole diameter (m/m) / Length (m/m)
0.1~0.3 / 10×D
0.3~1 / 20×D
1~3 / 30×D
3~ / 40×D
Insert Molding
Because MIM products have high dimensional accuracy, production cost can be reduced by insert molding with products made of different materials or different processing methods.
Gate Position
Gate position is determined by the shape of the product and the partitioning of the mold.
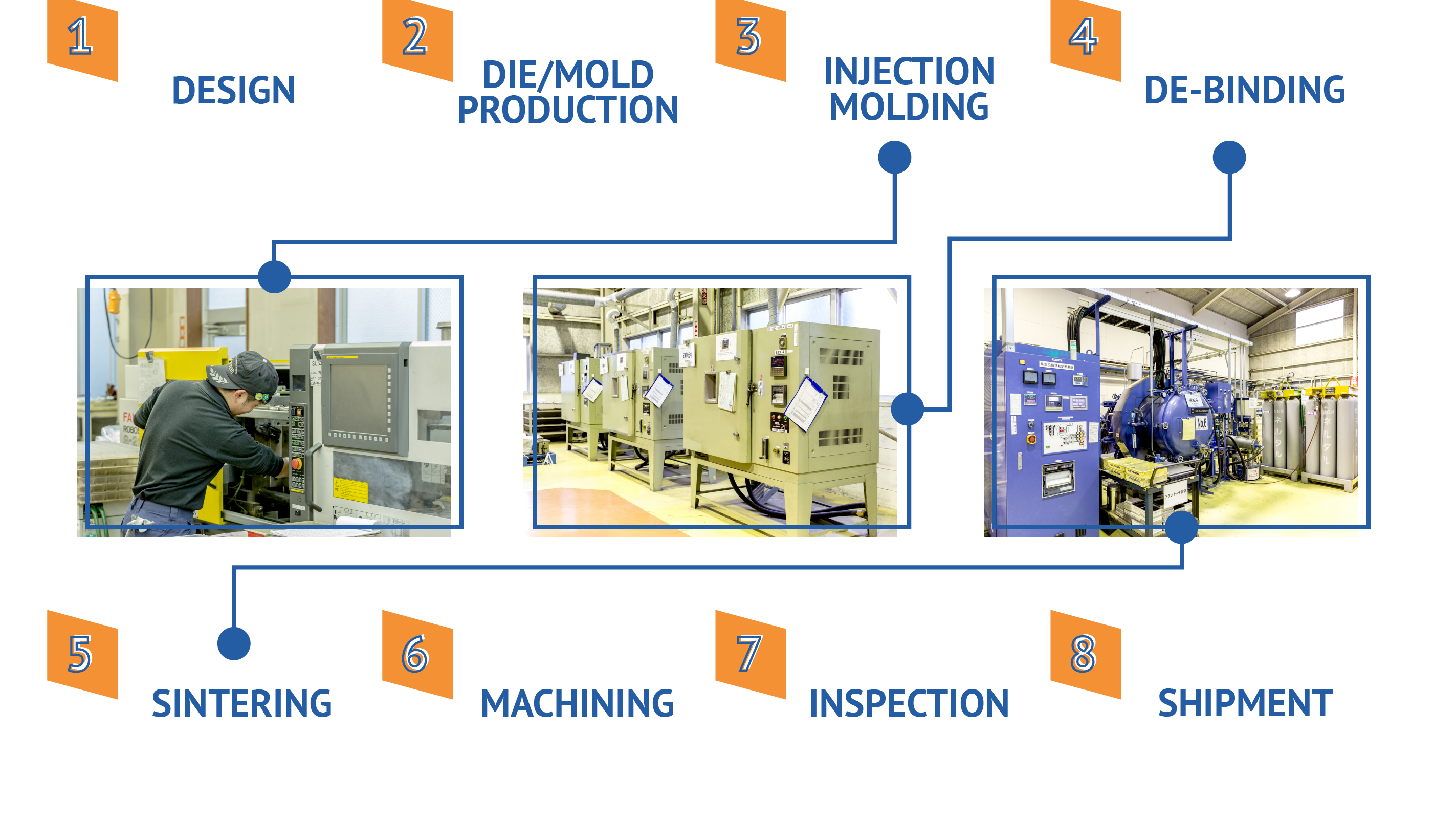
Process Flow
Let us show you how we can provide excellent quality while reducing costs of you current machined component regardless of volume.
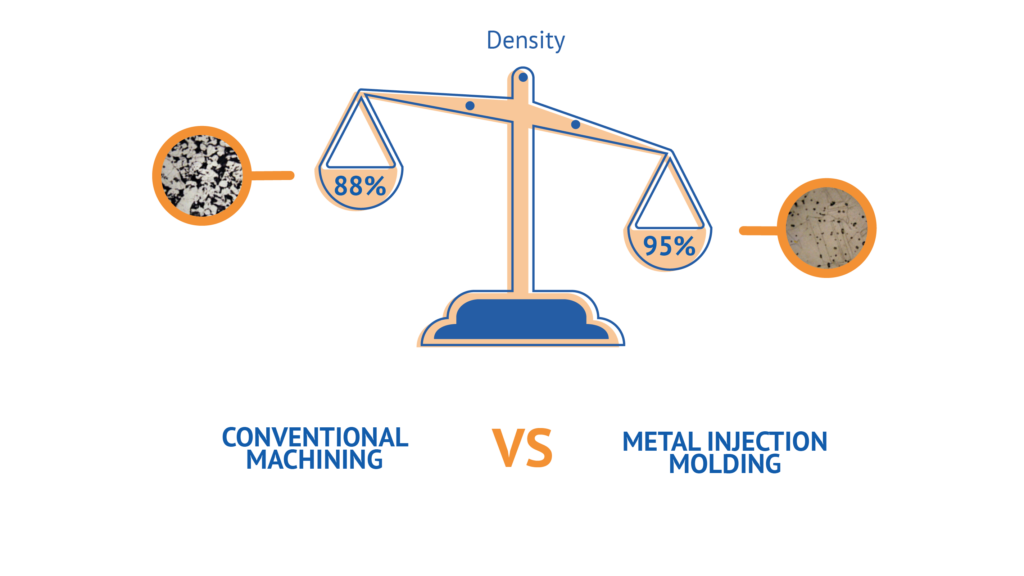
Comparing Strengths
Castems MIM production is superior to conventional machining for many reasons. The graphic below compares the strength of density – Metal Injection density is more than 95% and the mechanical strength is high with independent spherical pores. Whereas traditional sintering is 88% and the mechanical strength is inferior with many pores existing in the grain boundary.
Conventional Machining
- Design limitations
- Labor intensive
- Costly process
- Significant material waste
- Low production volumes
- Multiple set up requires
- Difficulty to machine internal treads
- Identification separate step
Potential and Practicality
- Ideal for complex shapes
- Highly automated process
- Lower cost
- Minimal material waste
- Easily adapted to low or high production levels
- Single tool
- Exterior and interior treads
- Identification can be moulded in